Три составляющие успеха в флексографии
21 марта в московском «Новотеле» прошел семинар «Три составляющие успеха. Анилокс, монтажная лента, форма», организованный компаниями 3M, Zecher, «Конт» и DuPont.
В начале семинара региональный менеджер фирмы Zecher Михель Хайнц Франц (Michel Heinz Franz) объявил об открытии представительства Zecher в Москве.
Доклад компании Zecher о новых технологиях изготовления анилоксовых валов представил И.Кузнецов. Он сообщил, что в настоящее время анилоксы изготавливаются с применением термальных лазеров трех типов: CO2, YAG и волоконных. CO2лазеры характеризуются низким разрешением и не позволяют сформировать ячейки оптимальной формы, поэтому они применяются в основном для изготовления низколиниатурных валов. YAGлазеры позволяют гравировать валы с высоким разрешением и формируют практически идеальные по форме ячейки, однако использовать их при изготовлении анилоксов с высоким удельным объемом ячеек нецелесообразно вследствие низкой производительности. Еще одним недостатком YAGлазеров является пористость боковых стенок гравируемых ячеек, уменьшающая краскоперенос и затрудняющая чистку анилоксов. Поэтому в последнее время при изготовлении анилоксовых валов все чаще применяются волоконные лазеры, сочетающие достоинства CO2 и YAGлазеров: высокую производительность, низкую пористость стенок и оптимальную форму ячеек, а также высокое разрешение.
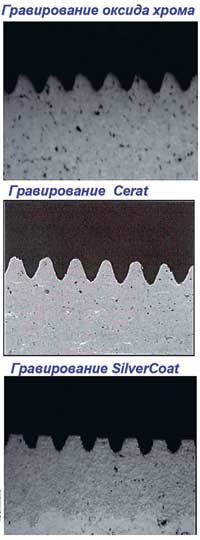
Микроснимки покрытий анилоксов
К новым разработкам компании Zecher относятся покрытия Cerat и SilverCoat, которые призваны заменить хрупкий оксид хрома, по сравнению с которым Cerat имеет более высокую износостойкость и большую гладкость стенок ячеек. Пока оно проходит испытания, и его рекомендовано использовать только для водных красок.
Фирма «Конт» представила доклады о новой технологии очистки анилоксов CarefulClearing 2+ и об особенностях современных ракельных ножей. В основу технологии CarefulClearing 2+ положено сочетание способов химической и ультразвуковой очистки. Совмещение этих процессов позволило существенно снизить вероятность физикохимического повреждения вала в зоне микротрещин. Важным достоинством CarefulClearing 2+ является применение безопасных для окружающей среды щелочных очищающих растворов.
От характеристик ракельного ножа в большой степени зависит долговечность анилокса, а также качество печати. Фирма «Конт» поставляет стальные ракели, изготовленные по специальному заказу в Германии из немецкого ракельного полотна, а также пластиковые ракели фирмы Esterlam. Металлические ракели могут иметь классическую заточку под углом 1530°, радиусную заточку, ступенчатую заточку или заточку с ламелью. Толщина ракельного полотна зависит от конструктивных особенностей красочных аппаратов и, как правило, составляет 0,15 или 0,20 мм. Ракельное полотно изготавливается из углеродистой стали высокой очистки с использованием специального технологического процесса, позволяющего получить однородную мелкозернистую структуру с величиной включений не более 1 мкм.

Установка для чистки анилоксов Careful Clearing 2+
Ведущий специалист компании 3М по клеевым монтажным материалам Татьяна Якушкина рассказала об ассортименте двусторонних лент 3М CushionMount Plus, предназначенных для монтажа флексографских форм. Основные функции этих монтажных лент: фиксация печатной формы на формном цилиндре или гильзе и компенсация нагрузок в процессе печати (демпфирование). Основа лент CushionMount Plus изготовлена из вспененного полиэтилена, упругость которого определяет их демпфирующие свойства. В настоящее время 3М изготавливает пять серий лент с твердостью от 55 до 72 единиц по Шору А, однако скоро их число увеличится — на семинаре анонсирована новая серия, имеющая среднюю жесткость. Мягкие ленты предназначены для монтажа форм с растровыми сюжетами, жесткие — форм с плашками.
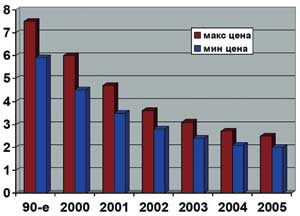
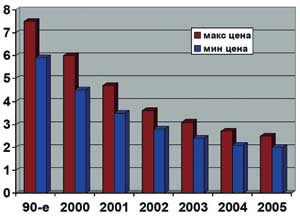
Диаграмма изменения рыночных цен на ракельные ножи
Одна сторона ленты должна иметь высокую адгезию к металлу, другая — к фотополимеру. В монтажных лентах CushionMount Plus применяются клеи из модифицированного акрила. Защитный слой (лайнер) выполняется из пластика или из силиконизированной бумаги. Для упрощения отделения пластикового лайнера на него наносится микрорепликация. Еще одной анонсированной на семинаре новинкой стали клеи со средним уровнем адгезии к фотополимеру, предназначенные для лент CushionMount Plus с пластиковым лайнером.
Компания DuPont представила доклад, посвященный устройствам CtP CDI компании Esko и термальной технологии изготовления фотополимерных форм Cyrel Fast. Были представлены новые экспонирующие установки CDI Spark 2120 формата 533x508 мм и CDI Spark 4260 формата 1067x1524 мм. Модель CDI Spark 2120 предназначена для предприятий, оснащенных узкорулонными машинами, и экспонирует форму максимального формата за 16 мин (при разрешении 2540 dpi). CDI Spark 4260 поставляется в четырех версиях с производительностью от 1,5 до 8,0 м2/ч. Разрешение записи — от 2000 до 4000 dpi. Эта модель хорошо совместима по формату с процессором Cyrel Fast.
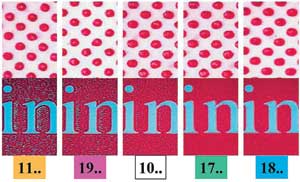
Микроснимки отпечатков, полученных при использовании монтажных лент разной твердости
Технология Cyrel Fast базируется на способности некоторых композиций изменять после фотополимеризации свою способность к плавлению. Благодаря отсутствию необходимости вымывать неполимеризовавшийся фотополимер, исключается многочасовой процесс сушки, что позволяет значительно сократить время изготовления формы. Кроме того, эта технология является экологически чистой. На семинаре были представлены новые формные материалы для технологии Cyrel Fast: цифровые пластины Cyrel DFS средней жесткости и аналоговые пластины Cyrel FD2.
В заключительной части семинара специалисты компаний 3М и DuPont сделали сообщение о результатах тестов взаимодействия формы, монтажной ленты и анилоксового вала.
Мир Этикетки 3'2006
|