|
Экскурсия по цехам типографии «ВМС-Принт»
КомпьюАрт: У нас к вам много вопросов. На каких расходных материалах (бумага, краски) работает типография? На примере тестовой упаковки расскажите, где создается ее дизайн. Опишите возможности офсетной печати, лакирования и финишных технологий. Где вы заказываете штампы?

Экскурсию по офсетным цехам типографии провел инженер-технолог Евгений Рябущенко
Евгений Рябущенко: При печати мы используем краски Novastar. Они имеют высокую стойкость к истиранию, выпускаются на основе природных компонентов и не сохнут в красочном ящике.
В типографии функционирует дизайнстудия. Она получает файлы от заказчиков, на основе которых делаются печатная форма (в программах Adobe) и чертеж штампа (в программе AutoCAD). Штанцформы мы в основном заказываем у фирмы «Растртехнология». В штампах, помимо вырубки, возможны такие опции, как биговка, рицовка и перфорация.

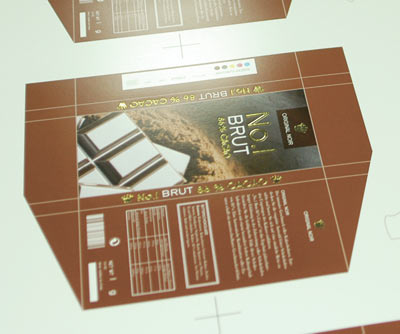
Так выглядит тестовая заготовка упаковки после высечки и удаления облоя. Заготовки ровно укладываются в стапель на паллете. Существует возможность выкладывания их в виде комплектов индивидуальных изделий с автоматической вставкой прокладочных листов
На печатной машине можно делать выборочное ВДлакирование. Лак также наносится на определенные места упаковки для улучшения последующей склейки.
Данный оттиск выполнен на картоне двустороннего мелования 270 г/м2. Основные поставщики бумаги и картона — фирмы «Берег» и «Комус».
На оттиск положено пять красок (триада плюс бронза). На машине пять красочных секций и две сушки: ИКлампы и сушка горячим воздухом.
Листовая офсетная машина Speedmaster CD 1025+L установлена на платформе высотой 50 см. Благодаря этому увеличена высота самонаклада, которая совпадает с высотой самонаклада машины Dymatrix 106/113.
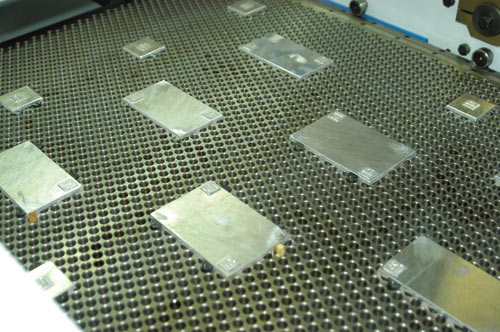
Интегрирование в штанц-форму клише для конгревного тиснения
Пример размещения на штанц-форме клише для конгревного тиснения
Данная операция дает возможность совместить процессы конгревного тиснения и штанцевания в одной технологической операции.
В основе штанц-формы — материал duramar, представляющий собой пластик, усиленный стекловолокном. Основное преимущество этого материала в том, что он демонстрирует более высокую стабильность по допускам в сравнении с фанерой вследствие его гигроскопичности и устойчивости к воздействию влаги. Пазы для установки стальных линеек в duramar вырезаются не лазером, как в случае с фанерой, а с использованием водоструйной технологии. Так называемый процесс холодной резки не оставляет в прорезанном пазу продуктов горения, поэтому ширина паза остается постоянной даже после нескольких замен ножей.
В качестве стандартного решения применяется крепление клише винтами на предварительно установленные в фанерное основание щтанц-формы алюминиевые блоки, которые гарантируют стабильность качества конгрева на протяжении всего тиража. Резьбовое крепление позволяет выполнить точную приводку клише по печати в радиусе 1 мм от «нулевой» программной позиции.
Печатные технологии

Пятикрасочная офсетная листовая машина Speedmaster CD 102-5+L (Heidelberg). На рисунке видно, что высота платформы машины увеличена на 50 см

Резальная линия Polar 115X с вибросталкивателем и весами нужна для резки листов первого формата на этикетки с высокой точностью и для подготовки бумаги к печати — обрезки с четырех сторон. Вибросталкиватель дает возможность работать с самыми тонкими бумагами, формируя их в ровную стопу. Весы позволяют определить количество листов в стопе, поэтому для подсчета тиража не требуется отдельная операция
Пресс горячего тиснения фольгой и конгрева Varimatrix 105 CSF

Пресс горячего тиснения фольгой и конгрева Varimatrix 105 CSF дает возможность обрабатывать листы с максимальным форматом 75x105 см и обеспечивает координацию с офсетной печатной машиной Speedmaster XL 105. На машине обрабатывается широкий спектр запечатываемых материалов, в том числе бумаги плотностью от 80 г/м2, картона плотностью до 1400 г/м2, гофрированного картона толщиной 4 мм
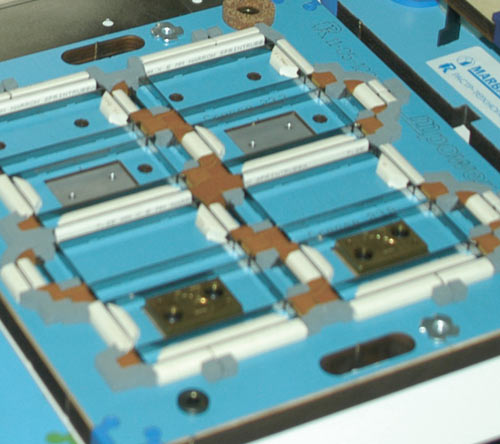
На сотовой плите в шахматном порядке расположены клише для тиснения
Пресс Varimatrix 105 CSF предназначен для обработки средних и крупных тиражей. О том, что может эта машина, можно узнать, расшифровав аббревиатуру CSF:
С — Cutting (высечка) — секция высечки;
S — Stripping (удаление облоя) — секция удаления облоя;
F — Foll (фольга) — дополнительный модуль для горячего тиснения фольгой. Этот процесс включает нанесение фольги на запечатанный материал под действием температуры и давления.

Удаление трех потоков использованной фольги из машины с помощью перемоточного устройства. Металлизированные эффекты и многоступенчатое (рельефное) тиснение выполняются за один прогон с помощью модуля для горячего тиснения фольгой
Устройство подачи фольги управляется при помощи серводвигателей, что способствует значительному снижению расхода материала — это выгодно на больших тиражах.
Клише для горячего тиснения фольгой позиционируются на любом участке нагревательной сотовой плиты в секции высечки. Для тиснения используется технология «плоскость на плоскость», обеспечивающая идеальную точность приводки и оптимальную четкость по краям. Заданное давление равномерно распределяется по всей поверхности, что способствует высокому качеству работы.
Система высечки и тиснения Dymatrix

Общий вид машины Dymatrix 106/113 — высекальный пресс с удалением облоя и разделением заготовок

Печатный лист тестовой упаковки, поступивший на самонаклад машины Dymatrix
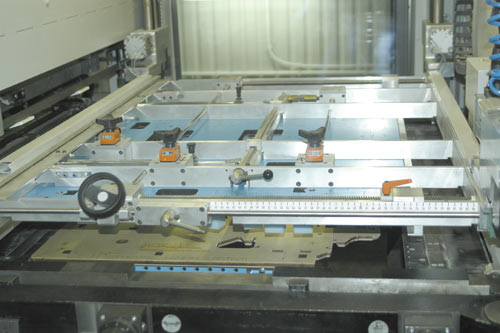
Секция высечки включает подвижный верхний стол. При подъеме стола создается вакуум, и лист отделяется от штанц-плиты. Затем на воздушной подушке лист транспортируется из секции высечки в секцию удаления облоя. Внизу показана вырубная форма от фирмы «Растр-технология»
В процессе высечки и холодного тиснения машина выполняет вырубку, перфорацию, биговку и бескрасочное тиснение на бумаге, картоне или гофрированном картоне. Отпечатанные картонные листы, уложенные в стапель на паллете, передаются непосредственно из печатной машины с помощью автоматизированной системы логистики. Разделение и подача листов происходят в машине. Они точно выравниваются по трем точкам с помощью боковых и передних направляющих или датчика, сканирующих боковые края печатных меток. Далее листы с помощью грейферной системы точно передаются в планку захвата и позиционируются между штанц-плитой и высекальным штампом. После этого за один цикл осуществляется операция высечки всего листа. Листы транспортируются через Dymatrix по горизонтали на одном уровне от самонаклада до приемки.


Секция удаления облоя вверху: части бумаги между заготовками удаляются в корзину
Верхняя оснастка
Во избежание остановок оборудования из-за разрыва перемычек между заготовками для фиксации высеченных заготовок обычно применяют большое количество поролона на верхней оснастке. При этом почти полностью оклеенная поролоном поверхность верхней оснастки приводит к повышенной нестабильности и прогибу плиты нижней оснастки в процессе работы. В свою очередь, этот недостаток пытаются устранить использованием дополнительных балок и поперечных элементов жесткости на нижней оснастке.
Компания Marbach разработала способ, когда вместо поролона в верхней оснастке крепятся прижимные пластины. Эта технология получила название masterstrip-plate и является надежным решением проблемы, особенно в случае высечки нестабильных листов.
Нижняя оснастка удаления с пружинами marbafly
Это технологическая новинка от фирмы Marbach, которая обеспечивает дополнительную возможность повысить скорость работы секции удаления отходов. Marbafly позволяет листу картона практически «пролетать» через машину. Это означает, что после того, как верхняя оснастка протолкнула удаляемые отходы через нижнюю оснастку и они начали расходиться, пружинки marbafly поднимают лист. Теперь лист не касается поверхности нижней оснастки, что обеспечивает реализацию максимально возможной скорости работы штанцевальной машины. В свою очередь это позволяет уменьшить количество засечек на ножах штанц-форм.
|




