Что такое высечка?
Разрабатывая контур высечки для этикетки или упаковки, дизайнер вряд ли задумывается о том, как она будет вырубаться. А зря. Нередко форму, которая так эффектно выглядит на экране компьютера, можно вырезать из печатного листа лишь лазером. Но, к сожалению, в реальности высекальное оборудование чаще более прозаическое. Как правило, это лист фанеры и стальные линейки, в лучшем случае — металлическая ротационная форма. Так что же такое штанц-оборудование, используемое сегодня? При промышленном способе производства для высечки этикеточно-упаковочной продукции используют три основные технологии: лазерную резку, вырубку плоским или ротационным штампом. Секции лазерной резки, как правило, устанавливаются на цифровых печатных машинах. Таким образом, можно делать высечку практически любой формы, здесь возможны самые сложные контуры. Но нельзя сказать, что это массовая технология. Цифровые печатные машины в наших типографиях с лазерными резаками для высечки этикеток и коробок достаточно редки. При ролевой печати машины часто комплектуются секциями высечки в линию. Чтобы сохранить общую производительность оборудования, обычно используют ротационные штампы. Впрочем, ролевые машины могут оснащаться и плоскими штанц-формами. Но чаще штампы для плоской вырубки используют на отдельно стоящих высекальных машинах. В России это наиболее часто встречающийся вид штанцевального оборудования. Причем большая часть машин для вырубки — это не новое оборудование, а переделанные тигельные прессы и плоскопечатное оборудование. Вырубка плоским штампом
Типовые элементы плоского штампа: 1 — плита-основа; 2 — режущая линейка; 3 — эжекторный материал; 4 — биговальная линейка; 5 — лист материала (не элемент штампа); 6 — биговальная матрица; 7 — контрплита Начнем с плоских штампов — самых распространенных в нашей стране. Они могут быть как монолитные металлические, так и с ленточной матрицей. Металлические плоские штампы из-за высокой стоимости не получили должного распространения в России. Штамп с ленточной матрицей — это сборная штанц-форма, состоящая из плиты-основы и линеек, как правило, металлических. В качестве такой основы могут быть использованы многослойная фанера из дерева лиственных пород или композитные материалы (пертинакс, гетинакс, коматекс, плексиглас). Фанера существенно дешевле композитов и поэтому применяется для изготовления матриц чаще всего. Для того чтобы вставить линейку в плиту-матрицу, необходимо проделать пазы по форме высечки. Самый доступный способ — выполнить чертеж развертки вручную на поверхности фанеры и сделать пропилы лобзиком. Но это очень неточный метод, и чтобы уменьшить погрешность, распечатывают форму высечки на бумаге, наклеивают на поверхность и только после этого выполняют пропилы. Правда, при такой методике необходим широкоформатный принтер или плоттер. С помощью лобзиков обычно изготавливают лишь крупногабаритные формы высечки, например коробки из гофрокартона. При массовом производстве часто применяют автоматические или полуавтоматические лобзиковые станки. Такое оборудование выпускает целый ряд фирм, в том числе GNU, Elcede. Но для изготовления высокоточных и сложных форм высечки, например фигурных этикеток или парфюмерной упаковки, эта технология неприемлема, тем более если для изготовления матрицы используются композитные материалы, в частности пертинакс (никакой лобзик его просто не возьмет). Альтернативой может стать применение планшетных плоттеров с фрезеровочной головкой. В нашей стране такие плоттеры представлены фирмами Lasercomb, Elcede. Наконец, самой современной и высокоточной технологией изготовления пазов является лазерная. Она позволяет полностью автоматизировать процесс изготовления прорезей любой сложности, а также пробойников, крепежных отверстий и т.п. Кроме того, при обработке лазером не происходит разрушения входных кромок, как при других режущих технологиях. Лазерный резак достаточно сложное и дорогое оборудование. Помимо источника излучения оно включает координатный стол и управляющую систему с числовым программным управлением. Следует отметить, что даже используя один и тот же лазер, можно получить разное качество паза. Дело в том, что существует два способа резки: при первом каждый паз прожигается за один проход лазера, вариации по ширине (для установки разных типов ножей) достигаются расфокусировкой луча, при втором — тонкий сфокусированный луч совершает свое движение точно по контуру устанавливаемых линеек, вырезая ее форму в материале. Правда, в этом случае требуется лазер с более высоким качеством излучения. Зато точность изготовления и тиражестойкость таких штампов выше — благодаря более качественным кромкам пазов. Лазерное оборудование производят как отечественные фирмы (например, «Исток-Лазер»), так и зарубежные (Lasercomb, Elcede, Trumpf, Trotec). После того как на плоском штампе сделаны все необходимые распилы, можно устанавливать линейки — режущие, биговальные, перфорационные, рицовочные, комбинированные, специальные. Но предварительно их необходимо обработать, то есть нарезать по длине, вырубить на них мосты, согнуть. Обычно это делается вручную с применением несложных механических устройств, однако существует и автоматическое оборудование для обработки линеек.
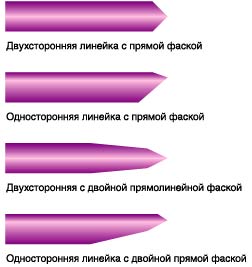
Виды режущих линеек
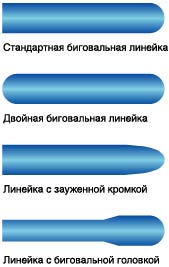
Виды биговальных линеек Режущие линейки могут иметь четыре вида кромки:
Помимо профиля фаски ножи могут различаться и способом заточки. Режущая кромка может изготавливаться протяжкой (обозначается как GZ) и шлифовкой (обозначается GS). При холодной протяжке режущая кромка становится более твердой, но на ней появляются заусенцы, которые приводят к повышенной пыльности при штанцевании. Но зато такие ножи отличаются невысокой ценой и устойчивостью к перенатиску. Чтобы уменьшить пыление, на режущую кромку наносят специальные покрытия или подвергают обработке плазмой, что увеличивает стоимость ножей. При шлифовке режущая кромка создается при помощи станка с вращающимся абразивным кругом. Такой способ позволяет получить очень чистую поверхность, но эти ножи требуют очень точной приправки, так как чувствительны к перенатиску. Их обычно используют для высечки продукции, к которой предъявляются высокие гигиенические требования, (например, пищевая упаковка). Режущая линейка должна иметь не только твердую кромку, но и высокую пластичность, чтобы было возможно выгнуть сложные профили. Совместить несовместимое удается за счет специальной технологии закалки, в результате чего у линейки образуются мягкие плоскости и твердая середина. Для некоторых типов линеек с помощью индуктивной закалки дополнительно повышают твердость режущей кромки. Это еще более увеличивает их тиражестойкость. Для того чтобы после высечки печатный лист не распадался на куски и его можно было транспортировать целиком, на режущей кромке делают засечки. В местах засечек при высечке образуются тонкие удерживающие перемычки, которые скрепляют уже вырубленный лист. Биговальные линейки бывают нескольких видов: со стандартной, двойной, зауженной кромками, а также с биговальной головкой. Стандартная биговальная линейка с одной стороны имеет закругленную кромку, а с другой — обычную плоскою (или с фаской для облегчения вставки в паз). У двойной биговальной линейки кромки с обеих сторон закругленные. Линейка с зауженной кромкой имеет конусообразный профиль с закруглением на конце. Линейка с биговальной головкой наоборот, имеет рабочую кромку более толстую, чем основание. Так же как и режущие ножи, биговальные могут изготавливаться из стали разной твердости. Для более точной и качественной биговки нередко применяются специальные биговальные матрицы. Они крепятся на контрплите и могут быть четырех типов: с каналом по центру (center crease), с каналом, смещенным относительно центра (off-center crease), с параллельными каналами (double crease) и с биговальным валиком для обратной (негативной) биговки (reverse crease). Биговальные матрица с каналом по центру предназначена для получения одиночного бига и подходит для материалов толщиной от 75 мкм до 1,8 мм. Биговальные матрица с каналом, смещенным относительно центра, может применяться в тех случаях, когда линия биговки должна находиться очень близко к другой биговке или линии реза. Биговальные матрицы с параллельными каналами применяются для выполнения двойного бига. Такая биговка часто используется при производстве папок. Расстояние между каналами может быть от 9 до 18 пт. Биговальные матрицы с валиком используют для выполнения бигов в изделиях из толстых картонов и гофрокартонов, причем для бигования используют две параллельные линейки. Перфорационные линейки служат для просечки ряда отверстий щелеобразной формы (пунктирной перфорации). Поэтому для них используются стандартные режущие ножи с двухсторонней прямой фаской, на кромку которых через равные промежутки нанесены прорези. Комбинированная режуще-биговальная линейка похожа на перфорационную, но режущая поверхность у нее чередуется не с прорезями, а с биговальной кромкой. К специальным видам линеек можно отнести нож для рицовки, угловой перфорационный нож для высечки зипперных полосок, волнистый нож для безопасного обрамления изделий из гофрокартона.
Рицовочный нож выполняет биговку с надрезом (для получения подвижного в обе стороны сгиба) либо просто надрез (обычно делают в местах клеевого скрепления для лучшего проникновения клея в материал). Он точно такой же, как режущий нож, за исключением того, что имеет меньшую высоту, выбираемую в зависимости от толщины материала и назначения сгиба. Угловые перфорационные ножи, как правило, устанавливают симметричными парами. Режущая кромка выполнена в виде ряда уголков, загнутых под тупым углом внутрь такой пары. Применяется для высечки зипперных полосок, одноразово открывающих упаковку. Волнистый нож предназначен для того, чтобы сделать безопасной кромку листа. Некоторые материалы, особенно гофрокартон, после высечки могут иметь очень острые края, о которые легко порезаться. Волна может быть как симметричной повторяющейся, так и асимметричной произвольной. Кроме того, волна может идти не только по кромке ножа (тогда для его крепления выполняется обычный прямой паз в основе штампа), но и проходить через всю плоскость линейки (тогда используется волнообразный паз). В России для изготовления штанцев используют линейки и специальный инструмент таких фирм, как Bohler, GNU, Essmann+Schaefer, Martin Miller, Sandvik. После того как все ножи в матрице установлены, необходимо их оклеить эжекторной резиной. Основным назначением резины служит удаление отходов и заготовки с лезвий штампа. Но это не единственное ее назначение. В задачи эжекторного материала входят:
Несмотря на то что процесс оклейки ножей называют обрезиниванием, в качестве эжекторного материала может выступать не только резина. Это может быть и полиуретан, и комбинированные материалы, например с пробковым наполнителем. Но чаще всего это, конечно, пористая (с открытыми и закрытыми порами) или сплошная резина. Для плоских штампов чаще применяется губчатая (с открытыми порами) резина, так как она имеет более низкую скорость релаксации. Эжекторные материалы и инструменты для работы с ними в нашей стране представлены такими фирмами, как Cito и Channel, а водоструйные резаки для раскроя резины — немецкой фирмой Lasercomb, существуют также и отечественные водорезки ЭНИМС. Высечка ротационным штампомДля высокоскоростного штанцевания и при высечке на ролевом оборудовании в линию часто используют ротационные формы. Они дороже плоских и более трудоемки в изготовлении, но зато могут работать на очень высоких скоростях (до 10 тыс. изделий в час) и выдержать несколько миллионов циклов. Ротационные штампы бывают цельнометаллическими или сборными. Цельнометаллические штампы, как правило, используют для высечки больших тиражей; режущий контур получают гравировкой или химическим травлением. Причем, после того как ножи затупились, такой штамп возможно восстановить. Иногда такую операцию проделывают три-четыре раза. В свою очередь, металлические штампы могут быть монолитными или гибкими магнитными. Монолитный штамп — это литой цилиндр, который стоит достаточно дорого и в России пока не производится. Гибкие магнитные штампы — это металлические пластины, которые крепятся на магнитном цилиндре. Они более дешевы, чем монолитные, но их также приходится заказывать за рубежом. Металлические ротационные штампы для наших полиграфистов и картонажников изготавливают фирмы ElectroOptic, Gerhardt, Kocher+Beck, RotoMetrics, Spilker. Производство сборных ротационных штампов уже начали осваивать в нашей стране. Такая штанц-форма представляет собой цилиндр из твердой фанеры (или два полуцилиндра) со вставленными в прорези металлическими линейками. Пазы обычно изготавливаются с помощью лазерного станка, у которого вместо координатного стола установлен вращатель.
Два способа резки паза лазером: за один и точно по контуру Режущие линейки для ротационной высечки имеют пилообразную кромку. Это позволяет уменьшить усилия при резке, снижает пыление, а также увеличивает срок службы штанц-формы. В России используются ножи для ротационной высечки, производимые фирмой Sandvik. Для ротационных форм обычно используют металлические биговальные линейки, они имеют стандартную закругленную кромку. Но иногда применяют и пластиковые биговальные профили. Для штанцевальной формы большую роль играют эжекторные материалы, так как все отходы должны быстро и легко удалять сразу после высечки. Поэтому здесь используются материалы с высокой скоростью релаксации, как правило резина с закрытыми порами. Для правильного распределения давления на разных участках формы может применяться резина разной твердости. На металлических штампах иногда используют воздушную продувку — для предотвращения накопления облоя между ножами, а также для более быстрого удаления отходов и заготовок с режущих линеек. Продувка бывает простой и направленной. Для направленной продувки используется специальный воздушный зонд, который точно подогнан к кромке. Он направляет струю воздуха непосредственно в места возможного скопления облоя. Для работы на высоких скоростях немаловажно также правильно спроектировать и установить ножи для разделения отходов, от этого зависит производительность ротационного оборудования. Лазерная высечкаКак уже было сказано, лазерная технология нередко используется вместе с цифровым печатным оборудованием, но это не значит, что лазерная резка не применяется как самостоятельный вид. Просто в нашей стране она используется достаточно редко из-за высокой стоимости, хотя оборудования такого класса в России предостаточно, причем как отечественного, так и импортного. Российскому заказчику проще и дешевле попросить дизайнера переделать слишком сложный контур высечки (например, увеличить расстояние между режущими ножами), чем пользоваться специальной технологией. Тем более что при увеличении тиража стоимость высечки одного экземпляра не падает, как при использовании штампов. Среди многочисленных достоинств лазерной резки необходимо отметить такие, как:
Если вы решитесь на использование лазерной резки, например для производства эксклюзивных изделий, не забудьте, что сначала следует проверить, как будет вести себя материал при такой обработке. На некоторых носителях могут оставаться следы ожогов, что вряд ли улучшит их внешний вид. Кстати, некоторые производители бумаги указывают, какие сорта их продукции можно использовать для лазерной резки. Например, компания August Koehler рекомендует для этого использовать такие сорта производимой ею бумаги, как Superwhite Bond Paper, Superwhite Ivory Board, Index Board, Buff Ivory Board, Marble Cover. Мир Этикетки 11'2001 |
Всё об этикетках